আজ শানডং শানকুয়াং-এর কর্মশালায় পুলি তৈরি করা হচ্ছে।
2026/03/21 14:47
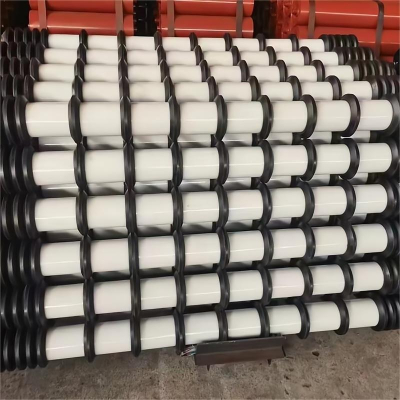
কারখানাটি সুশৃঙ্খলভাবে পরিচালিত হচ্ছে এবং কনভেয়র পুলি তৈরির কাজ স্থিরভাবে ও নিখুঁতভাবে এগিয়ে চলেছে। পরিবহন যন্ত্রপাতির মূল সঞ্চালন উপাদান হিসেবে, এগুলোর উৎপাদন প্রক্রিয়া ঘনিষ্ঠভাবে সংযুক্ত কয়েকটি পদ্ধতির সমন্বয়ে গঠিত। কর্মীদের কড়া নিয়ন্ত্রণে প্রতিটি ধাপ দৃঢ়ভাবে সম্পন্ন করা হয়, যা একটি বাস্তববাদী ও সূক্ষ্ম উৎপাদন শৈলীর প্রতিফলন ঘটায়।
উৎপাদন প্রক্রিয়া কাঁচামালের প্রাক-প্রক্রিয়াকরণের মাধ্যমে শুরু হয়। কর্মীরা চমৎকার শক্তি ও দৃঢ়তা সম্পন্ন উচ্চ-মানের ইস্পাত নির্বাচন করেন এবং এর পৃষ্ঠে লেগে থাকা ময়লা ও মরিচা দূর করার জন্য হাতে চালনা করেন। এরপর ইস্পাতটিকে সোজা করার জন্য বিশেষ যন্ত্রপাতিতে পাঠানো হয়, যেখানে একটি সরল অক্ষ নিশ্চিত করতে এবং পরবর্তী প্রক্রিয়াকরণে বিচ্যুতি এড়াতে বারবার সমন্বয় করা হয়। সোজা করার পর, অক্সাইডের স্তর এবং অমসৃণ অংশ দূর করার জন্য ইস্পাতের পৃষ্ঠকে খণ্ড খণ্ড করে পালিশ করা হয়, যার ফলে একটি মসৃণ ও সমতল পৃষ্ঠ তৈরি হয় যা পরবর্তী আকার দেওয়ার জন্য একটি মজবুত ভিত্তি স্থাপন করে।
কাঁচামাল প্রস্তুতি সম্পন্ন হলে, প্রক্রিয়াটি পাইপের মূল কাঠামো তৈরির পর্যায়ে প্রবেশ করে। প্রযুক্তিগত প্রয়োজনীয়তা অনুসারে, দক্ষ কর্মীরা ইস্পাতকে রোল করেন এবং পাইপের মূল কাঠামোর সুষম গোলাকার আকৃতি নিশ্চিত করার জন্য বিশেষ সরঞ্জাম দিয়ে এটিকে স্থির করেন। রোল করার পর, ঝালাই করার আগে সংযোগস্থলগুলো নির্ভুলভাবে সারিবদ্ধ করা হয়। স্থানিক অতিরিক্ত উত্তাপের কারণে সৃষ্ট বিকৃতি রোধ করতে, বিভাগীয় ঝালাই পদ্ধতি অবলম্বন করা হয়। প্রতিটি বিভাগের পর ঝালাইয়ের বর্জ্য দ্রুত অপসারণ করা হয় এবং ঝালাইয়ের একরূপতা ও পূর্ণতা পরীক্ষা করা হয়। একটি মজবুত পাইপ কাঠামো নিশ্চিত করার জন্য যেকোনো ত্রুটি অবিলম্বে মেরামত করা হয়।
ঝালাই এবং গঠন করার পর, উৎপাদন শ্যাফট হেড অ্যাসেম্বলির পর্যায়ে চলে যায়। কর্মীরা প্রথমে শ্যাফট হেড এবং পাইপ বডির সংযোগস্থল থেকে অবশিষ্ট ঝালাইয়ের বর্জ্য ও তেল পরিষ্কার করে, তারপর বিশেষ আঠা সমানভাবে প্রয়োগ করে। শ্যাফট হেডগুলো পাইপ বডির উভয় প্রান্তে নির্ভুলভাবে বসানো হয় এবং টুলিং দিয়ে দৃঢ়ভাবে আটকানো হয়। আঠা প্রাথমিকভাবে শুকিয়ে গেলে, বিয়ারিং এবং সিল স্থাপন করা হয়। মসৃণ ঘূর্ণন নিশ্চিত করার জন্য বিয়ারিংগুলো স্থাপনের আগে লুব্রিকেটিং গ্রিজ প্রয়োগ করা হয়। শ্যাফট হেড এবং পাইপ বডির মধ্যবর্তী ফাঁকে সিলগুলো যত্ন সহকারে বসানো হয় এবং দৃঢ়ভাবে আটকানো হয়, যা কার্যকরভাবে ধুলো এবং আর্দ্রতা প্রবেশে বাধা দিয়ে এর কার্যকাল বাড়িয়ে তোলে।
সমাবেশ সমাপ্তির পরে, পুলিগুলি পৃষ্ঠ চিকিত্সা পর্যায়ে প্রবেশ করে। পুরো কপিকল প্রথমে ডিরাস্টিং এবং ডিগ্রেসিং এর শিকার হয়, উচ্চ চাপ স্প্রে করার মাধ্যমে অমেধ্য অপসারণ করা হয়, তারপরে আবরণ আনুগত্য বাড়ানোর জন্য ফসফেটিং চিকিত্সার মাধ্যমে। একটি পরিধান-প্রতিরোধী এবং ক্ষয়রোধী আবরণ তারপর স্প্রে করার মাধ্যমে সমানভাবে প্রয়োগ করা হয়। সম্পূর্ণ কভারেজ এবং অভিন্ন বেধ নিশ্চিত করতে স্প্রে করার কোণটি ক্রমাগত সমন্বয় করা হয়। আবরণ স্বাভাবিকভাবে নিরাময় করার পরে, পৃষ্ঠের মসৃণতার ম্যানুয়াল পরিদর্শন করা হয় এবং একটি ঝরঝরে চেহারার জন্য অতিরিক্ত কণাগুলিকে সূক্ষ্ম স্যান্ডপেপার দিয়ে পালিশ করা হয়।
চূড়ান্ত পরিদর্শন প্রক্রিয়াটি কঠোর মানদণ্ড মেনে সম্পন্ন করা হয়। গুণমান পরিদর্শকরা প্রথমে ত্রুটিমুক্ত ঝালাই, অক্ষত আবরণ এবং পৃষ্ঠের কোনো ক্ষতি নেই তা নিশ্চিত করার জন্য সম্পূর্ণ বাহ্যিক পরিদর্শন করেন। এরপর তারা বিশেষ যন্ত্রের সাহায্যে পুলিটি ঘুরিয়ে এর মসৃণ ঘূর্ণন, কোনো বাধা বা অস্বাভাবিক শব্দ না হওয়া পরীক্ষা করেন। একই সাথে, শ্যাফট হেড এবং পাইপ বডির মধ্যকার বন্ধন শক্তি অ্যাসেম্বলির মানদণ্ড পূরণ করছে কিনা তা যাচাই করা হয়। শুধুমাত্র যখন সমস্ত সূচক যোগ্য বলে বিবেচিত হয়, তখনই পুলিটি বর্তমান উৎপাদন প্রক্রিয়া সম্পন্ন করে পরবর্তী কার্যক্রমে অগ্রসর হতে পারে।